

Kalbant apie mechaninių sistemų efektyvumo ir ilgaamžiškumo maksimalų padidinimą, grandinės žvaigzdžių pasirinkimas yra nepaprastai svarbus. Panagrinėkime esminius medžiagų, matmenų, konstrukcijų ir priežiūros aspektus, kurie pakels jūsų veiklą į naujas aukštumas.
Medžiagų pasirinkimasKalbant apie mechaninių sistemų optimizavimą, grandinės žvaigzdžių medžiagų pasirinkimas yra labai svarbus. Norite užtikrinti, kad jūsų žvaigzdžių dantys pasižymėtų pakankamu kontaktinio nuovargio stiprumu ir atsparumu dilimui. Štai kodėl dažnai renkamasi aukštos kokybės anglinio plieno, pavyzdžiui, 45 plieno. Kritiniams atvejams apsvarstykite galimybę naudoti legiruotus plienus, tokius kaip 40Cr arba 35SiMn, kad pagerintumėte našumą.
Dauguma žvaigdučių dantų yra termiškai apdorojami, kad pasiektų 40–60 HRC paviršiaus kietumą, užtikrinant, kad jie atlaikytų eksploatavimo sąlygas. Svarbu atkreipti dėmesį, kad mažesnės žvaigdutės įsijungia dažniau nei didesnės ir patiria didesnius smūgius. Todėl mažoms žvaigdutėms naudojamos medžiagos turėtų būti aukštesnės kokybės nei didesnėms.
Žvaigždutėms, kurios turi atlaikyti smūgines apkrovas, puikus pasirinkimas yra mažai anglies išskiriantis plienas. Kita vertus, lietieji plienai idealiai tinka žvaigždutėms, kurios patiria dilimą, bet nėra veikiamos stiprių smūginių vibracijų. Jei jūsų pritaikymui reikalingas didelis stiprumas ir atsparumas dilimui, tinkamas pasirinkimas yra legiruotas plienas.
Investavimas į tinkamas medžiagas grandinės žvaigrikliams ne tik padidina jų ilgaamžiškumą, bet ir bendrą mechaninių sistemų efektyvumą. Netaupykite kokybės – rinkitės išmintingai ir stebėkite, kaip jūsų našumas augs!
Pagrindiniai matmenys ir konstrukciniai pasirinkimai
Norint optimalaus veikimo, labai svarbu suprasti pagrindinius žvaigdučių matmenis. Svarbiausi matmenys yra dantų skaičius, žingsnio apskritimo skersmuo, išorinis skersmuo, šaknies skersmuo, danties aukštis virš žingsnio daugiakampio ir danties plotis. Žingsnio apskritimas yra apskritimas, kuriame yra grandinės kaiščių centras, tolygiai padalintas iš grandinės žingsnio.Kaip parodyta žemiau:
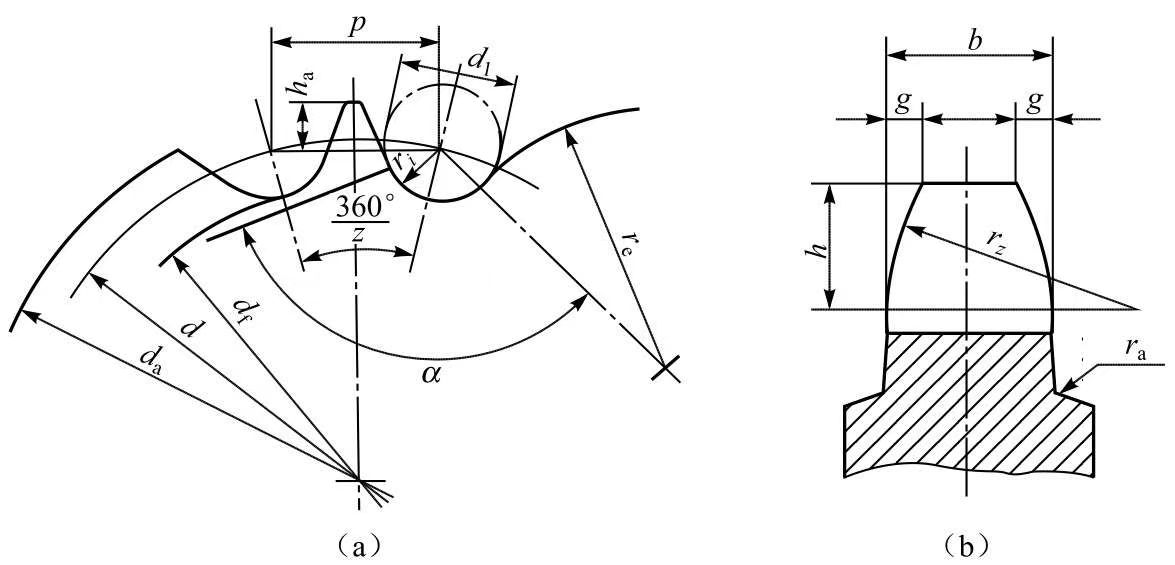
Žvaigždutės būna įvairių konstrukcinių formų, įskaitant vientisas, perforuotas, suvirintas ir surinktas. Priklausomai nuo dydžio, galite pasirinkti tinkamą struktūrą: mažo skersmens žvaigdutės gali būti vientisos, vidutinio skersmens žvaigdutės dažnai būna perforuotos, o didelio skersmens žvaigdutės paprastai gaminamos iš skirtingų medžiagų, skirtų dantų žiedui ir šerdiai, sujungtoms suvirinant arba varžtais. Konkrečių pavyzdžių rasite „Goodwill“ svetainėje.žvaigždutėkatalogai.
Dantų dizainas: efektyvumo esmė
Dantų skaičius ant žvaigdutės daro didelę įtaką perdavimo sklandumui ir bendram tarnavimo laikui. Labai svarbu pasirinkti tinkamą dantų skaičių – ne per daug ir ne per mažai. Per didelis dantų skaičius gali sutrumpinti grandinės tarnavimo laiką, o per mažas – sukelti netolygų sukimąsi ir padidėjusias dinamines apkrovas. Siekiant išspręsti šias problemas, patartina apriboti minimalų dantų skaičių ant mažų žvaigdučių, kuris paprastai nustatomas ties Zmin ≥ 9. Dantų skaičių ant mažų žvaigdučių (Z1) galima pasirinkti pagal grandinės greitį, o tada dantų skaičių ant didelės žvaigdutės (Z2) galima nustatyti pagal perdavimo skaičių (Z2 = iZ). Kad dilimas būtų tolygus, žvaigdutės dantų skaičius paprastai turėtų būti nelyginis.

Optimalus grandinės pavaros išdėstymas
Jūsų grandininės pavaros išdėstymas yra toks pat svarbus, kaip ir patys komponentai. Įprastas grandininės pavaros išdėstymas parodytas žemiau.
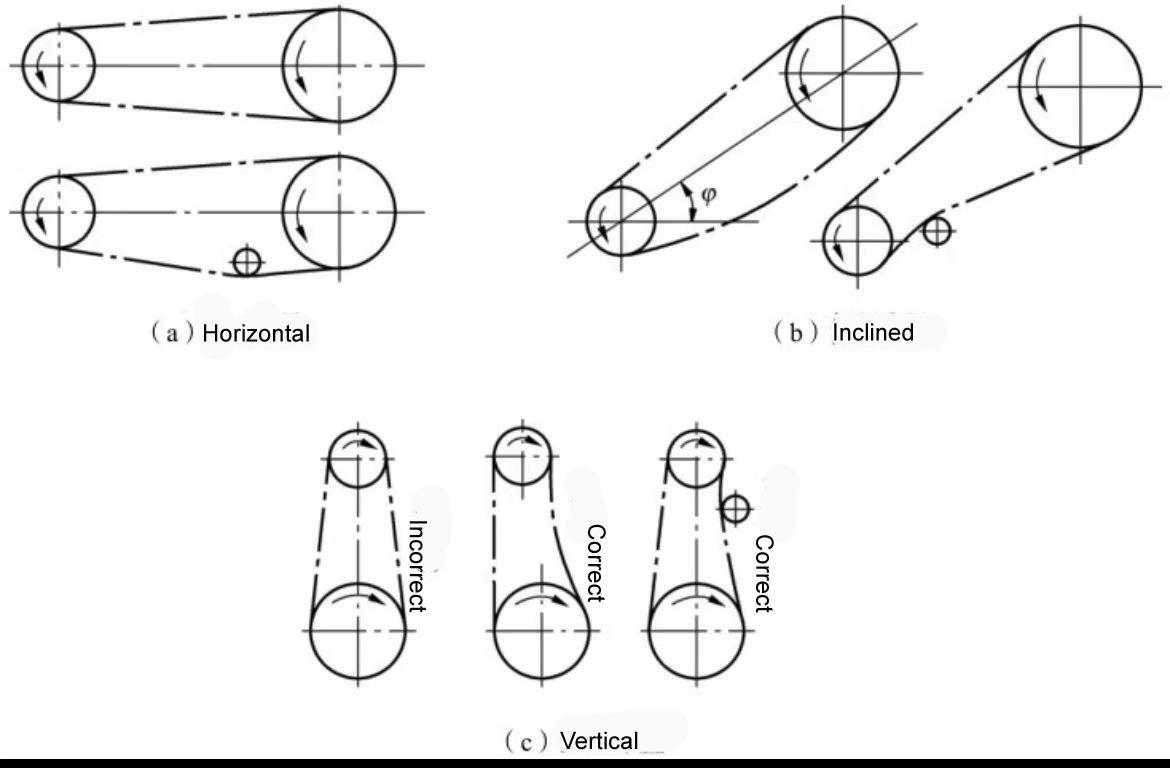
Horizontalus išdėstymas: Įsitikinkite, kad abiejų žvaigždžių sukimosi plokštumos yra sulygiuotos toje pačioje vertikalioje plokštumoje ir kad jų ašys yra lygiagrečios, kad grandinė neatsijungtų ir nenormaliai nesusidėvėtų.
Pasviręs išdėstymas: Kad apatinė žvaigzdė nesusijungtų tinkamai, kampas tarp dviejų žvaigzdžių centrinių linijų ir horizontalios linijos turi būti kuo mažesnis, geriausia – mažesnis nei 45°.
Vertikalus išdėstymas: venkite, kad dviejų žvaigzdžių centrinės linijos sudarytų 90° kampą; vietoj to viršutinę ir apatinę žvaigzdes šiek tiek pastumkite į vieną pusę.
Grandinės padėtis: Įtemptą grandinės pusę dėkite viršuje, o laisvą – apačioje, kad grandinė per daug nenusmuktų, nes tai gali trukdyti žvaigždutės dantims.
Įtempimas optimaliam našumui
Tinkamas grandinės pavaros įtempimas yra labai svarbus siekiant išvengti per didelio nuolydžio, kuris gali lemti blogą sukibimą ir vibraciją. Kai kampas tarp dviejų žvaigdučių ašių viršija 60°, paprastai naudojamas įtempimo įtaisas.
Yra įvairių įtempimo būdų, iš kurių dažniausiai naudojami centrinio atstumo reguliavimas ir įtempimo įtaisų naudojimas. Jei centrinis atstumas yra reguliuojamas, galite jį modifikuoti, kad pasiektumėte norimą įtempimą. Jei ne, įtempimui reguliuoti galima pridėti įtempimo ratuką. Šis ratas turėtų būti dedamas šalia mažosios žvaigždutės laisvosios pusės, o jo skersmuo turėtų būti panašus į mažosios žvaigždutės skersmenį.
Tepimo svarba
Tepimas yra būtinas optimaliam grandininių pavarų veikimui, ypač esant dideliam greičiui ir didelėms apkrovoms. Tinkamas tepimas žymiai sumažina susidėvėjimą, sušvelnina smūgius, padidina apkrovą ir pailgina grandinės tarnavimo laiką. Todėl labai svarbu pasirinkti tinkamą tepimo metodą ir tepalo tipą, kad būtų užtikrintas efektyvus veikimas.
Tepimo metodai:
Reguliarus rankinis tepimas: šis metodas apima alyvos skardinės arba šepetėlio naudojimą alyvai patepti tarpus tarp vidinės ir išorinės grandies plokščių grandinės laisvojoje pusėje. Rekomenduojama šią užduotį atlikti kartą per pamainą. Šis metodas tinka nekritinėms pavaroms, kurių grandinės greitis yra v ≤ 4 m/s.
Lašelinis alyvos tiekimo tepimas: ši sistema pasižymi paprastu išoriniu korpusu, kuriame alyva lašinama į tarpus tarp vidinės ir išorinės grandies plokščių laisvojoje pusėje per alyvos puodelį ir vamzdį. Vienos eilės grandinėms alyvos tiekimo greitis paprastai yra 5–20 lašų per minutę, o maksimali vertė naudojama esant didesniems greičiams. Šis metodas tinka pavaroms, kurių grandinės greitis yra v ≤ 10 m/s.
Tepimas alyvos vonelėje: Taikant šį metodą, nepralaidus išorinis apvalkalas leidžia grandinei praeiti per sandarų alyvos rezervuarą. Reikia stengtis, kad grandinė nebūtų panardinta per giliai, nes per didelis panardinimas gali sukelti didelius alyvos nuostolius dėl maišymo ir gali perkaisti bei sugesti alyva. Paprastai rekomenduojamas 6–12 mm panardinimo gylis, todėl šis metodas tinka pavaroms, kurių grandinės greitis yra v = 6–12 m/s.
Tepimas purškiant alyvą: Taikant šį metodą, naudojamas sandarus indas, kuriame alyva purškiama purškimo plokštele. Tada alyva per alyvos surinkimo įtaisą, esantį ant korpuso, nukreipiama į grandinę. Apsauginės plokštelės panardinimo gylis turėtų būti 12–15 mm, o jos greitis turėtų viršyti 3 m/s, kad būtų užtikrintas efektyvus tepimas.
Slėginis tepimas: Taikant šį pažangų metodą, alyva purškiama ant grandinės naudojant alyvos siurblį, kurio antgalis strategiškai išdėstytas grandinės jungimosi vietoje. Cirkuliuojanti alyva ne tik sutepa, bet ir suteikia aušinimo efektą. Kiekvieno antgalio alyvos tiekimą galima nustatyti pagal grandinės žingsnį ir greitį, remiantis atitinkamais vadovais, todėl šis metodas tinka didelės galios pavaroms, kurių grandinės greitis yra v ≥ 8 m/s.
Norint pasiekti optimalų mechaninių sistemų našumą ir efektyvumą, būtina suprasti svarbiausius grandinės žvaigriklių pasirinkimo ir priežiūros aspektus. Nepalikite savo mechanizmų sėkmės atsitiktinumui – priimkite pagrįstus sprendimus, kurie duos ilgalaikių rezultatų!
Tinkamų medžiagų, matmenų ir priežiūros strategijų pasirinkimas yra labai svarbus siekiant užtikrinti sklandų ir efektyvų jūsų darbą. Teikite pirmenybę šiems veiksniams, galite padidinti savo įrangos ilgaamžiškumą ir patikimumą.
Jei turite klausimų apie žvaigždutes arba jums reikia ekspertų patarimų, nedvejodami susisiekite su mumis adresuexport@cd-goodwill.comMūsų atsidavusi komanda pasiruošusi padėti jums visais „Sprocket“ poreikiais!
Įrašo laikas: 2024 m. lapkričio 21 d.



